
- 首页
-
产品中心
粉末材料生产装备 粉末材料改性处理装备 粉末成型制品烧结装备 EPC解决方案
- 研发技术
智能装备和新材料技术测试与展示中.. 3D打印金属材料技术 等离子体雾化制备粉末材料 旋转盘离心雾化技术 气雾化制粉设备技术 与天际共同开发- 新闻资讯
- 关于天际
增材制造用球形钛合金粉的制备——等离子雾化制粉技术
发布日期:2021-03-08 发布人: 原创 浏览次数:47103D打印钛合金零件
增材制造(又称3D打印)技术是通过3D打印设备逐层堆积原材料来制造零件的成形技术,被誉为“第三次工业革命”的核心,其中金属零件成形在整个增材制造技术体系中是潜力的。钛合金因密度小、比断裂韧性高、耐热性好、疲劳强度和抗裂纹扩展能力好、韧性及抗腐蚀能力强被广泛关注并获得大量应用。其中Ti6Al4V合金是钛合金中使用比重的合金,其使用量已占据全部钛合金使用量的75%~85%,其余的很多钛合金都可以被看成是Ti6Al4V合金的改型。Ti6Al4V合金是α+β合金,组织比较稳定,有良好的韧性、塑性和高温变形性能。目前,钛合金的应用已涉足航空航天、汽车以及医疗等多个行业。目前,增材制造高性能的精密钛合金构件主要有激光选区熔化(selective laser melting,SLM)、电子束选区熔化(electron beam melting,EBM)两种方法。

3D打印对钛合金粉末的要求有哪些?
钛合金零件增材制造原材料通常为专门定制的,尺寸、形状和形态都经过精确优化的钛合金粉末。在钛合金零件的选择激光熔化(SLM)增材制造过程中,通常首选尺寸小于53微米的球形钛合金细粉,同时还应避免空心颗粒和粉末团聚,以确保良好的加工性能和产品性能。而电子束选区熔化(EBM)增材制造过程则选取尺寸在45~106微米范围的球形钛合金粉末。
等离子雾化制粉技术
等离子雾化制粉(Plasma Atomization,PA)是通过专用送料机构以一定速率送入金属原料(一般是金属丝线,见下图),在炉体顶部多个对称安装的等离子火炬产生的聚焦等离子射流作用下原料迅速分散成超细液滴或气雾,并在沉积过程中与冷却用的惰性气体发生热交换,凝固得到近球形粉体。
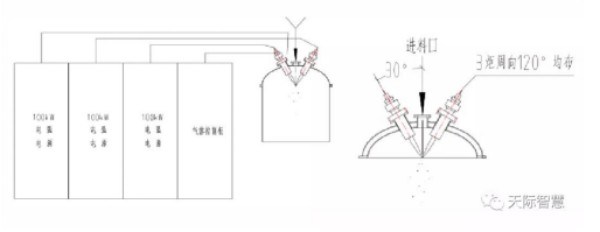
等离子雾化制备球形钛合金粉末
采用等离子雾化技术,可以获得粉体粒度小、纯度较高、流动性好的钛合金粉末。与传统制粉技术相比较,等离子雾化制粉技术没有采用常用的水或者气体介质流粉碎液流,而是采用热等离子体,这可以避免熔融液滴因快速冷却而造成的球形度不高的问题。此外,这种方法不需要使用传统陶瓷坩埚,适合所有能熔化的金属材料制粉,尤其是含钛的对坩埚造成污染的高活性金属材料。

湖南天际智慧材料科技有限公司自主开发的等离子体雾化制备粉末材料生产装备,制备金属粉末具有以下优点:
1● 装备具有组合模块式多功能输送原材料装置,包括液体态、气态、粉末态原材料均匀精密送料装置,丝状原材料均匀精密送料装置、块状真空熔炼精密限流导流浇注装置;能满足不同状态的原材料生产;
2
● 可以通过改变金属原材料的进给速率、入口气体压力等参数精密控制金属粉末的粒度、氧含量与流动性;可以制备纳米级粉末材料;
3
● 其专业设计的化学反应室能反应生成多种高化合度的高纯度多元素组分的粉末材料;
4
● 为了提高雾化效率和雾化过程的稳定进行,装备采用超高温等离子体发生器,通过等离子气体种类选择、以及气体流量和金属流率均合理匹配,生产高性能全系列金属单质和金属合金微米/纳米粉末材料,也可以用于多相化合物粉末材料制备,包括:化学活性强的金属Mg/Al/Ti/Zr及合金等;高温金属W/Mo/Ti/Ta及合金等;氧化物、氮化物材料等
电话:0737-4688999
地址:湖南省益阳市高新区东部新区欧家冲路
湖南省长沙市中南大学科技园7栋4楼(长沙分部)官网:http://www.skylinesmt.com
邮箱:skylinesmt@skylinesmt.com
期待您……


微信二维码

移动端二维码
联系我们 Contact us
电话:0737-4688999
邮箱:skylinesmt@skylinesmt.com
地址:湖南省益阳市高新区东部新区产业园H1栋
在线留言
Copyright © 2019 湖南天际智慧材料科技有限公司 备案号:湘ICP备19004376号-1 营业执照查询 网站地图
 湘公网安备43097202000103号 技术支持:竞网智赢
湘公网安备43097202000103号 技术支持:竞网智赢 - 研发技术